@haozhihao
2018-04-17T14:03:06.000000Z
字数 3829
阅读 1114
襄阳喷涂机器人操作说明书
上海拔山
人机界面概要
系统要正常运行,上面的状态显示必须正常。点击登录按钮,弹出登陆对话框。选择用户名为JR,密码为333。登陆成功后当前用户将显示登录用户。由于画面中相关操作设计到权限问题,为防止他人误操作,请操作员离开前务必点击注销按钮,注销用户登陆。整个画面有标题栏,登陆,菜单栏、状态栏以及LOGO画面。界面下方表明了一些常用的信号指示灯和操作按钮。

信号指示灯
P-OP急停:底漆急停开关。指示状态为中涂操作台急停开关,按下时变红,正常状态下为橙色B-OP急停:色漆急停开关。指示状态为色漆操作台急停开关,按下时变红,正常状态下为橙色C-OP急停:清漆急停开关。指示状态为清漆操作台急停开关,按下时变红,正常状态下为橙色底漆传送链:底漆传送链状态指示,底漆传送链运行时变绿,停止时变红。色漆传送链:色漆传送链状态指示,底漆传送链运行时变绿,停止时变红。清漆传送链:清漆传送链状态指示,底漆传送链运行时变绿,停止时变红。报警: 报警信息显示,如果有异常报警,报警指示开始闪烁,需点击进入报警界面查看处理。打印: 该按钮用来打印当前画面中显示的内容。主要用来打印喷涂数据等需要保存备份的重要数据。退出: 单击该按钮将退出HMI系统。时间: 显示当本地日期和时间。
生产线画面
点击生产线画面可进入如下画面:
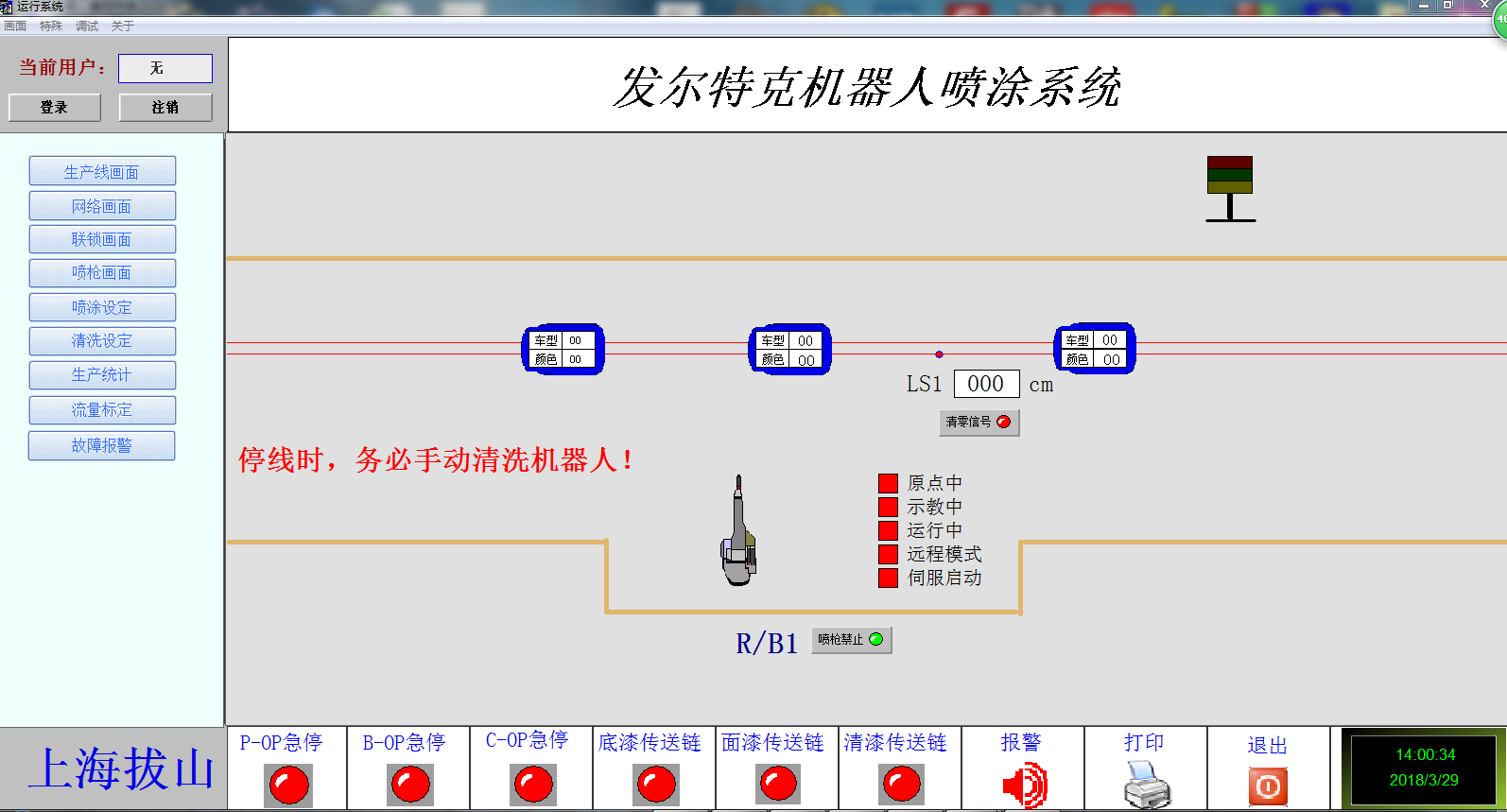
机器人状态
原点中:指示对应机器人原点状态。若在原点则显示为绿色,不在原点显示为灰色。示教中:指示对应机器人的示教状态。若为示教状态则显示为绿色,不在示教状态显示为灰色。运行中:指示对应机器人的再现是否选择。若选择为再现方式则显示为绿色,未在再现方式则为灰色。远程模式:指示对应机器人的再现是否选择。若选择为再现方式则显示为绿色,未在再现方式则为灰色。伺服启动:指示对应机器人是否上电。若伺服通电式则显示为绿色,未上电则为灰色。
塔灯
此灯显示与OP柜上塔灯显示相同信息。
红灯:生产线报警,生产线任何一个或多个报警都将使该指示灯常亮,直到报警解除并复位。绿灯:机器人再现模式,常亮状态表示该站机器人处于再现模式。黄灯:机器人原点位置,常亮状态表示该站机器人处在在原点位置。
行程开关及对应的编码器计数值
- LS1行程开关: 当滑撬碰触到行程开关时,行程开关指示变绿,同时开始显示走得距离,当显示超过
200cm时,自动清零
车体信息
每个车体上都载有该位置车体的车型、颜色数据。此数据作为机器人选择颜色和示教程序的根据。
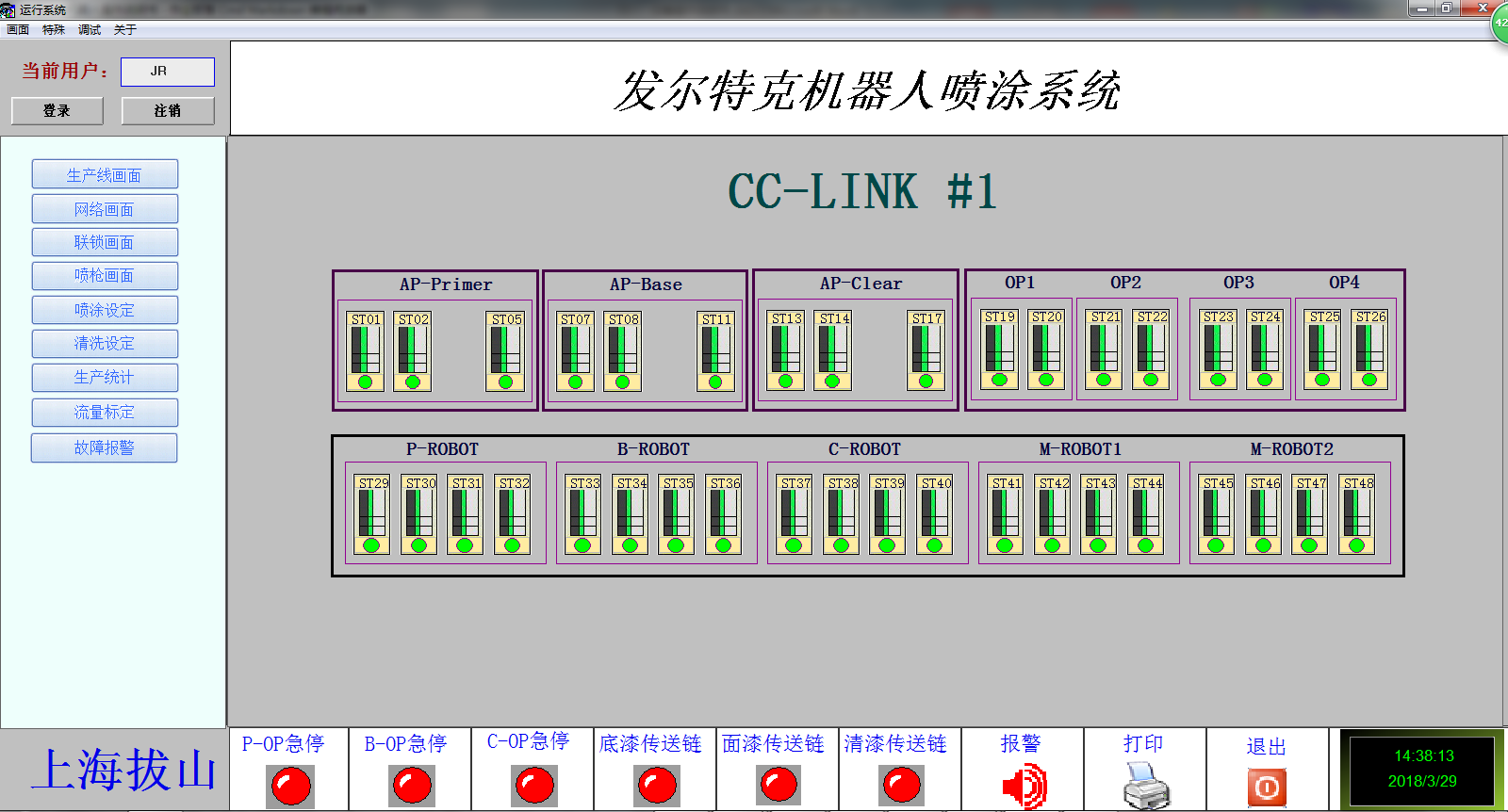
网络画面
显示CCLINK网络通信中各子站的通信状态,当通信正常时显示为绿色;通信异常时显示为红色,画面如下
连锁画面
点击操作栏的联锁画面,可进入联锁信号显示画面。连锁信号表示方法为:当信号为ON时,显示为绿色,信号为OFF时显示为红色。
中涂机器人信号画面
显示机器人和PLC的交互信号通信状态

机器人维护画面
对机器人进行维护保养时,进入维护界面,通过操作台将机器人移动到维护位置,画面中显示相关信号的状态
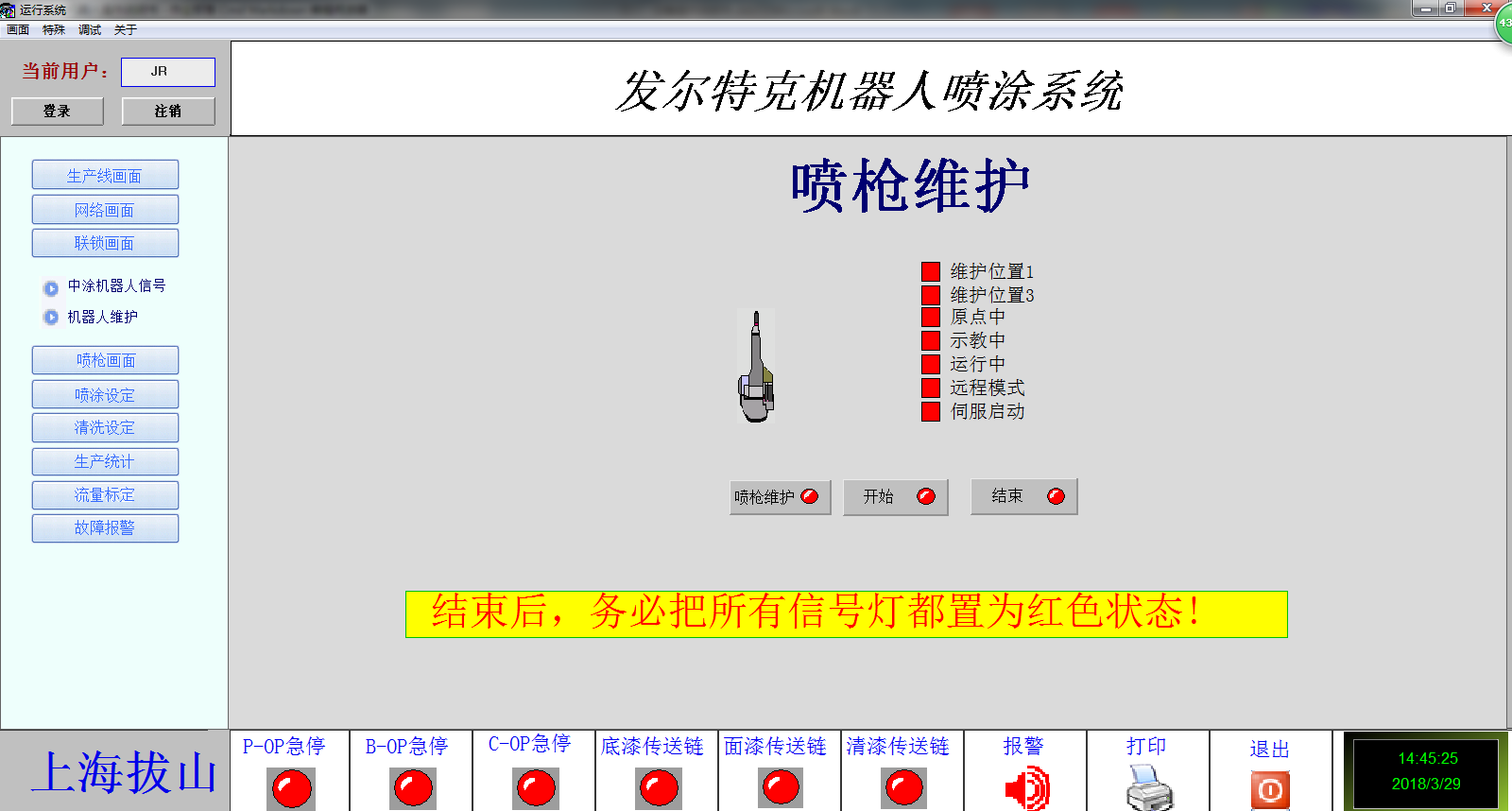
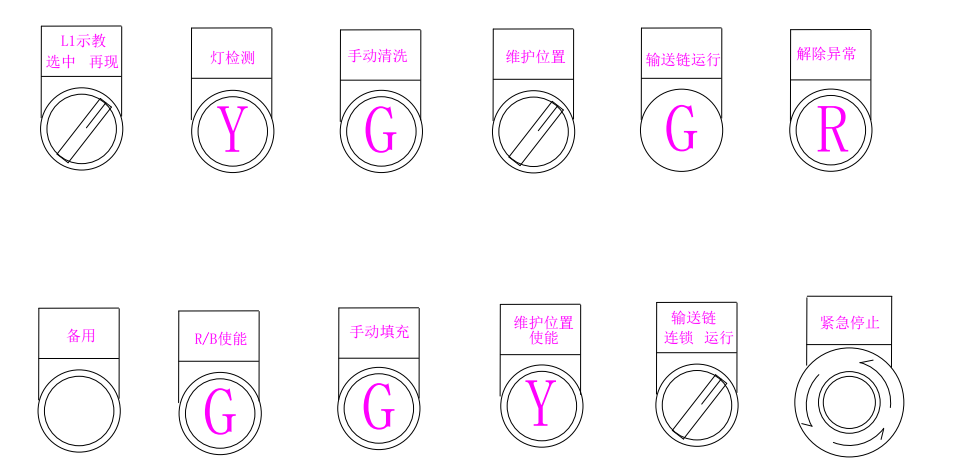
维护位置操作步骤
OP面板进行维护位置的操作步骤如下
机器人在原点位置后,将机器人打到远程模式,画面中远程模式指示灯变绿,按下R/B使能按钮,画面中运行和伺服启动指示灯变绿,将维护位置选择开关打到1状态,画面中维护位置1指示灯变绿,按下维护位置使能按钮,机器人自动走到维护位置.
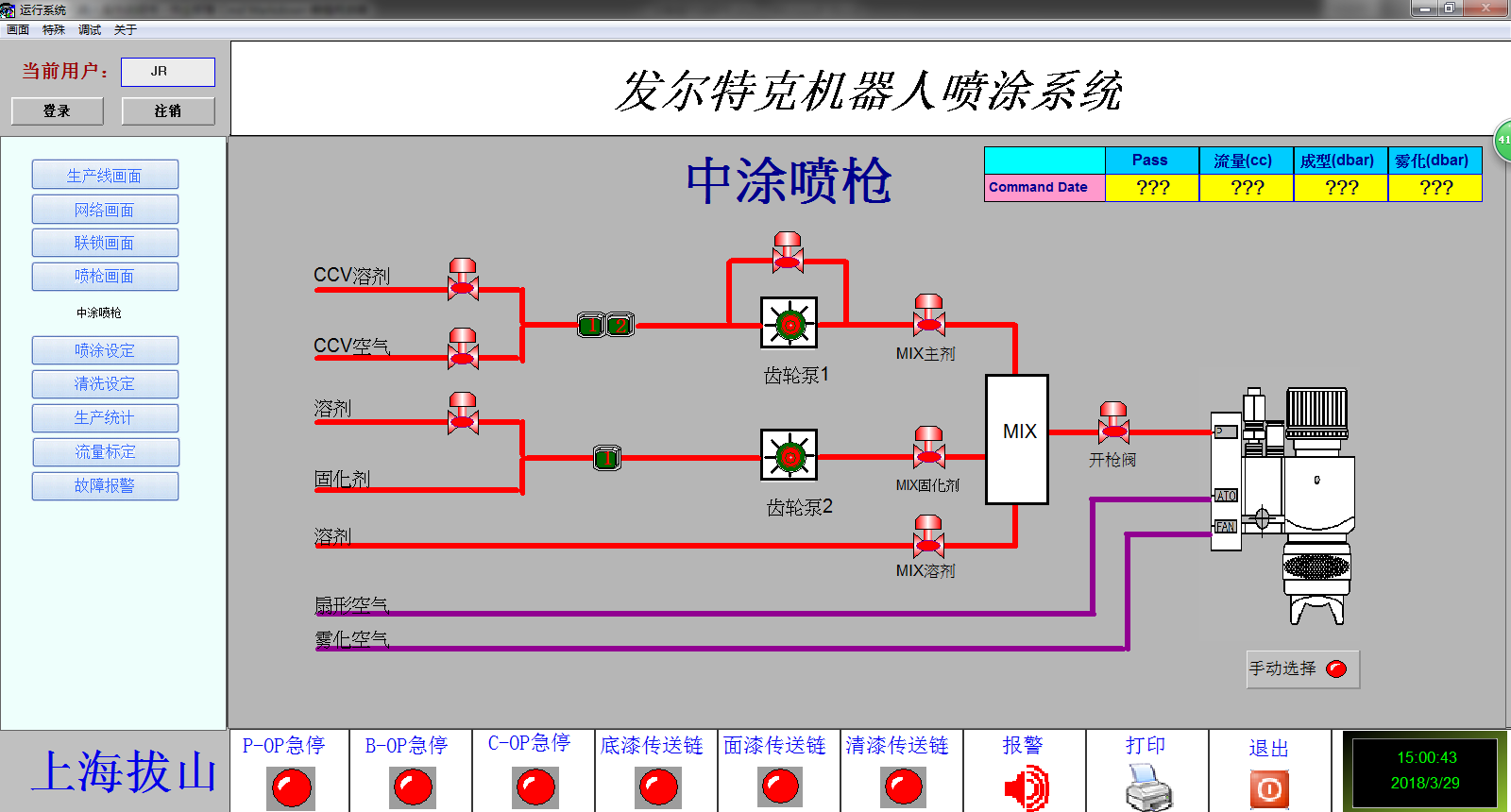
喷枪画面
喷枪画面显示了清洗或喷涂过程中溶剂、空气和涂料等在管路内流动及电磁阀通断的情况。对应的阀打开时显示为绿色;关闭时显示为红色。右上角的表格显示设定的喷涂参数,按下手动选择时可单独对溶剂阀、空气阀和开枪阀等进行操作。
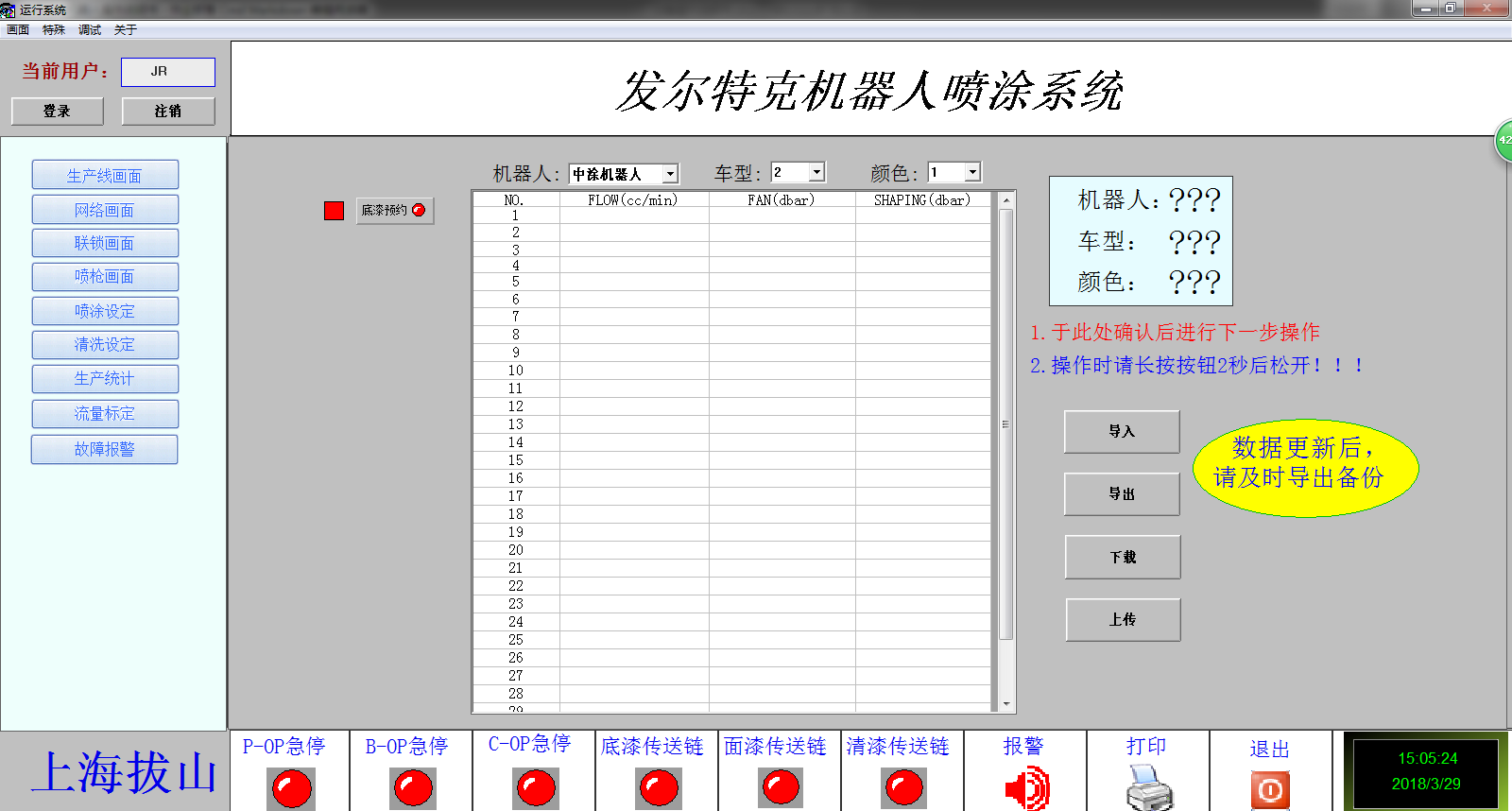
喷涂设定
喷涂表用来设置机器人的喷涂点的流量、扇形和雾化数据根据喷涂点的不同机器人调用不同的喷涂数据进行喷涂。在进行相应站的数据上传和下载操作前点击相应站的预约按钮,如底漆站的底漆预约按钮,当指示灯变绿后进行上传和下载操作,点击三个下拉列表框选择机器人,车型,颜色确定喷涂表,可以手动输入喷涂点数据,点击下载按钮将弹出对话框确认是否下载当前数据,点击是则将数据进行下载,点击否则返回,数据将始终保存在PLC中。下载时请注意机器人、车型、颜色三个参数的对应,以免下载错误数值。当需要调整某些数值时,可选择相应的机器人、车型、颜色后点击上传按钮,弹出上传确认对话框,点击是则将数据进行上传,HMI将读出PLC中的喷涂参数,点击否则返回,修改好后点击下载。
清洗设定
清洗设定中包含了清洗表和配比表,在此对清洗数据和配比数据进行设置
清洗表
清洗设定中包含了7个表格。包含换色表1,换色表2,换色表3,手动填充,手动清洗,固化剂标定和油漆标定

换色表1-3:可设定三组不同的清洗参数。应用时可根据不同颜色调用不同的清洗参数,如果清洗条件适合所有颜色,也可仅使用一种清洗参数。手动填充:设定手动填充的清洗参数,可按照设定的参数进行手动充填涂料手动清洗:设定手动清洗的清洗参数,可按照设定的参数进行手动清洗固化剂标定:设定设定固化剂标定的参数,可按照设定的参数进行固化剂标定油漆标定:设定设定油漆标定的参数,可按照设定的参数进行油漆的标定
而其中表格中各参数的含义如下
Time:每行时间的设定单位为SSpary:表示开枪阀1为开枪,0为关枪ccvair:表示主剂空气阀1为打开,0为关闭ccvsol:表示主剂溶剂阀1为打开,0为关闭shunt:表示主剂旁通阀1为打开,0为关闭ccv2sol:表示固化剂溶剂阀1为打开,0为关闭mix主:表示mix主剂进阀1为打开,0为关闭mix固:表示mix固化剂进阀1为打开,0为关闭mix溶:表示mix溶剂进阀1为打开,0为关闭备用1:备用备用2:备用cu:表示颜色阀使能1为打开,0为关闭,清洗时将CU设定为0FLOW:表示总流量设定FAN:表示扇形设定SHAP:表示雾化设定
可以手动输入清洗的数据,点击下载按钮将弹出对话框确认是否下载当前数据,点击是则将数据进行下载,点击否则返回,数据将始终保存在PLC中。下载时请注意清洗表的对应,以免下载错误数值。当需要调整某些数值时,可选择相应的清洗表后点击上传按钮,将数据进行上传HMI将读出PLC中的清洗参数,修改好后点击下载。
配比表
配比表显示喷涂的配比数据,进行喷涂配比数据的设置

而其中表格中各参数的含义如下
Rinsing Seq:选择换色表1-3,默认选择1CCV.NO:表示喷涂的颜色阀号1代表颜色阀1FLOW.CC%:表示流量占比默认100%,设置的作用是总体调整喷涂的流量大小固化剂占比%:表示固化剂占总流量的百分量,按照工艺配比进行设置SHAPING%:表示雾化占比默认100%,设置的作用是总体调整雾化大小FAN%:表示扇形占比默认100%,设置的作用是总体调整扇形大小
配比数据设定好后,点击下载按钮将弹出对话框确认是否下载当前数据,点击是则将数据进行下载,点击否则返回,数据将始终保存在PLC中。当需要调整某些数值时,可点击上传按钮,将数据进行上传HMI将读出PLC中的配比,修改好后点击下载。
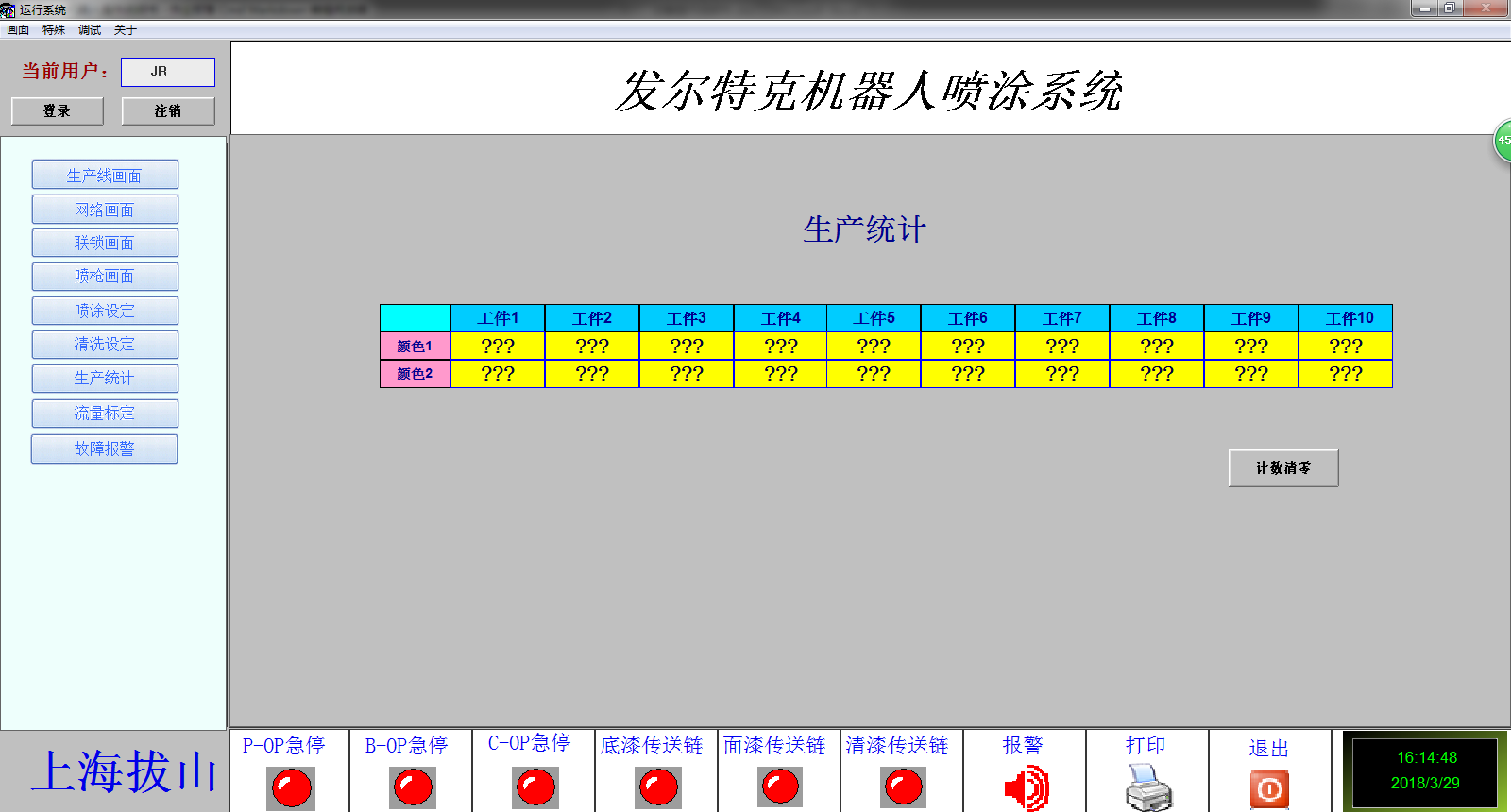
生产统计
生产统计画面对生产的工件进行统计显示,点击计数清零按钮,数据将全部清零重新开始统计。
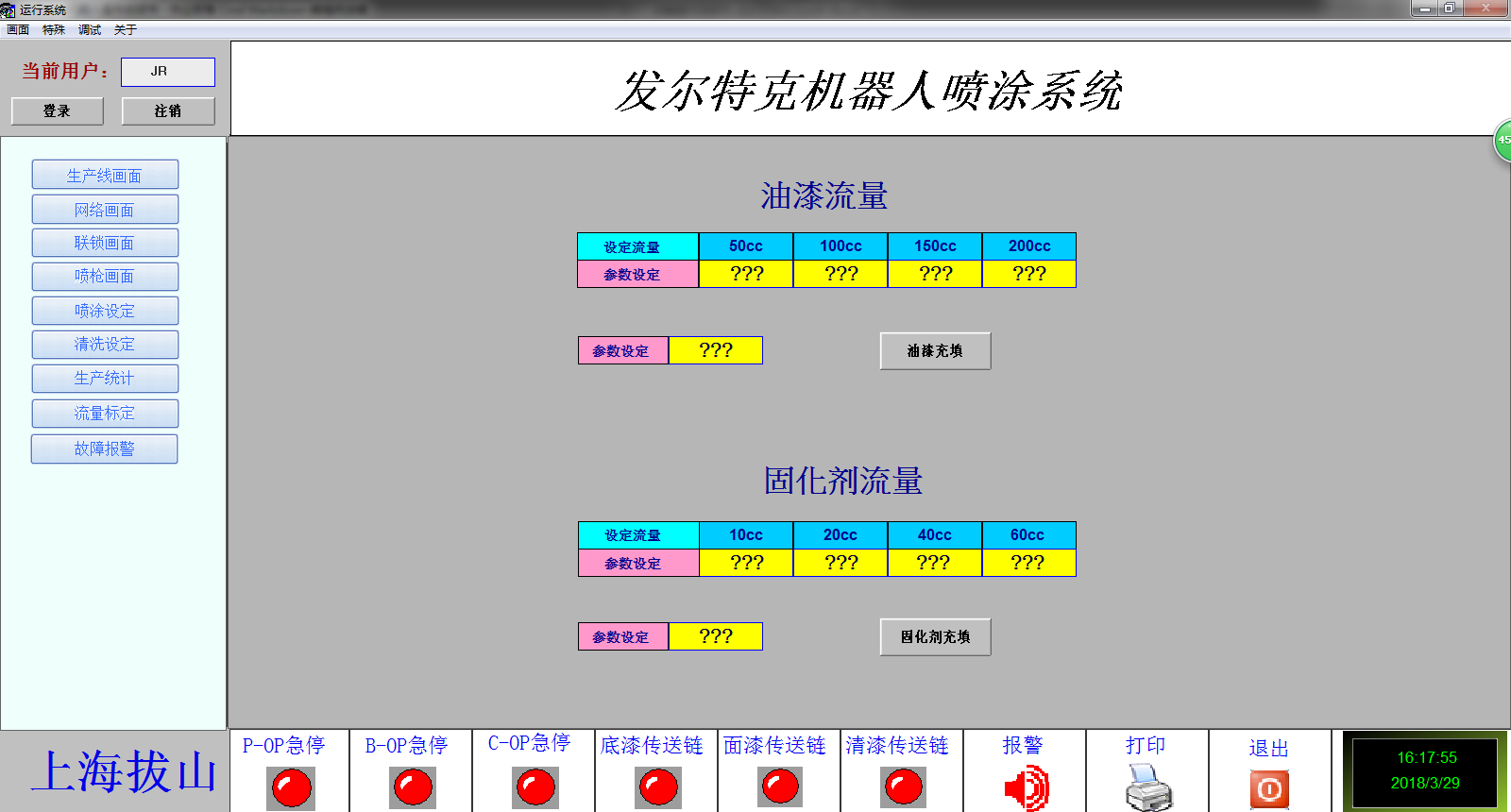
流量标定
流量标定画面可对固化剂和油漆的流量进行标定
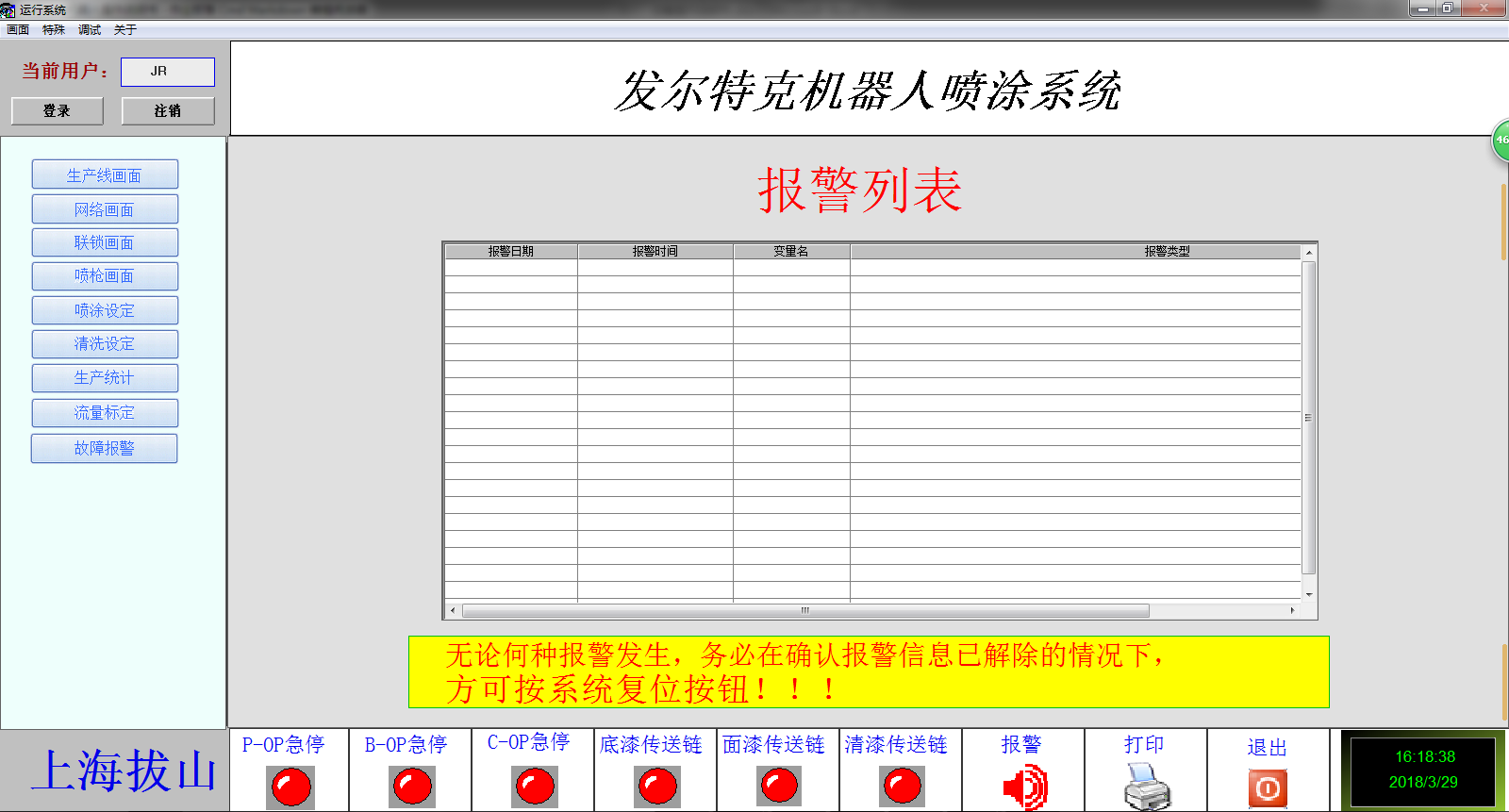
故障报警
故障报警画面组态了大量报警信息,帮助操作者快速排除报警。一旦报警发生,操作者可停止输送链,关闭蜂鸣器提示音,然后点击该画面,报警信息将显示在表格中。红色信息表示正在报警的信息;黄色信息表示报警信息发生后未进行排除而点击了报警复位按钮,此时蜂鸣器将再次响起,提示操作者将报警信息排除;绿色信息表示报警已解除,并且进行了报警复位操作。当报警画面显示的信息全为绿色后,操作者可根据现场情况继续进行生产操作。报警信息包含报警时间。此外该界面还可查询历史报警信息,用来分析设备总体运行情况。
手动清洗、填充操作步骤
机器人进行手动清洗和填充时操作步骤为:按照进入维护位置的操作步骤将机器人移到维护位置,然后将操作台L1示教选择按钮打到选中状态,打开清洗设定界面,点击清洗下拉列表选择手动清洗表,点击上传,确认清洗数据是否正确,如无误或需要更改,则更改完后,点击下载进行确认,然后按下操作台的手动清洗按钮,机器人将按照设定的参数进行清洗。手动填充选择手动填充表,和手动清洗步骤一样,确认无误后,按下操作台手动填充按钮进行涂料的手动填充,手动填充前,返回生产画面确认工件所选颜色为所填充的颜色后再进行手动填充,清洗和填充完成后,将L1示教选择开关打到再现,按下R/B使能按钮,将维护位置开关打到1位置,按下维护位置使能按钮,机器人将回到原点,手动填充或手动清洗结束。
机器人启动步骤
首先确认无任何报警,机器人在原点位置,原点指示灯黄灯亮,如机器人不在原点,将机器人移到原点后进行下一步操作。进入生产画面将LS1进行清零,确认滑撬是否碰触到行程开关,如行程开关指示灯为红色则没碰触。,如为绿色,说明滑撬已碰触到行程开关了,将滑撬进行处理,然后将机器人示教器开关打到远程Remote模式后,将操作台L1示教选择开关打到再现,按下R/B使能按钮机器人启动完成,然后运行输送链进行喷涂作业。
